

راهنمای جامع خروجی STL بهینه: تنظیمات ضروری برای پرینت سهبعدی موفق در نرمافزارهای صنعتی و مدلسازی
بخش ۱: مقدمه - زبان پرینتر سهبعدی و چرا کیفیت فایل اهمیت دارد؟
۱-۱. فرمت STL: مترجم مدل شما
تصور کنید مدلی که با دقت در نرمافزار طراحی کردهاید، یک تابلوی نقاشی بینقص است که با معادلات ریاضی صاف و منحنیهای کامل ساخته شده است. اما پرینترهای سهبعدی، برخلاف چشم انسان، این منحنیهای صاف را نمیفهمند. آنها فقط یک زبان را میفهمند: STL (Stereolithography).
فایل STL مانند یک مترجم عمل میکند؛ این فایل مدل صاف شما را به یک زبان قابل فهم برای پرینتر تبدیل میکند: شبکهای از مثلثهای کوچک و صاف. پرینتر سهبعدی با استفاده از همین شبکهی مثلثی، قطعه فیزیکی شما را بهصورت لایهبهلایه میسازد. به همین دلیل، کیفیت و دقت خروجی گرفتن فایل STL در نرمافزار طراحی، اولین و مهمترین قدم برای تضمین یک چاپ موفق است.
📌 دسترسی سریع به مطالب (فهرست عناوین)

نمایی ساده از مراحل طراحی تا چاپ سهبعدی – CAD به STL و سپس پرینت
بخش ۲: اصول اولیه فایل STL برای ثبت سفارش پرینت
برای ثبت سفارش در سامانه آنلاین، مدل شما باید سه ویژگی حیاتی داشته باشد که همگی هنگام خروجی گرفتن STL تحت تأثیر قرار میگیرند:
۲-۱. مثلثها و صافی سطح (Tessellation)
همانطور که گفته شد، فایل STL مدلهای منحنی را به مجموعهای از وجوه مثلثی کوچک تبدیل میکند. این فرآیند مثلثبندی یا تسلیشن نام دارد. وقتی میخواهید یک فایل STL بهینه بسازید، در واقع دارید اندازه، تعداد و جهتگیری این مثلثها را مدیریت میکنید.
اصل اساسی: هرچه تعداد مثلثها بیشتر و اندازه آنها کوچکتر باشد، فایل STL به مدل صاف اصلی نزدیکتر است و قطعه نهایی صافتر چاپ میشود.
۲-۲. هندسه کاملاً بسته و آببندی شده (Watertightness)
مهمترین قانون برای هر مدل سهبعدی که قرار است چاپ شود این است که باید کاملاً بسته و آببندی شده (Watertight) باشد.
تصور کنید مدل شما یک بادکنک است؛ اگر کاملاً بسته باشد، میتوانید داخل آن آب بریزید. اگر یک سوراخ یا درز کوچک داشته باشد، آب بیرون میریزد. فایل STL شما نیز نباید هیچ سوراخ، شکاف یا دیوارههای همپوشانی شده داخلی داشته باشد.
اگر مدل “آببند” نباشد، نرمافزارهای برش (cura) نمیتوانند تشخیص دهند که کدام قسمتهای مدل داخل هستند و کدام بیرون، در نتیجه فایل شما در سیستم سفارش رد خواهد شد یا با خطاهای فاجعهبار چاپ خواهد شد. نرمافزارهای طراحی حرفهای معمولاً قبل از ذخیره STL، این خطاها را به شما هشدار میدهند.
تفاوت مدل کاملاً بسته (آببندی شده) و مدل سوراخدار که قابلیت پرینت ندارد (به ترتیب از راست به چپ)
۲-۳. واحدها و مقیاس (Scaling)
هنگام خروجی گرفتن STL، واحدی که مدل در آن طراحی شده است (مثلاً میلیمتر، سانتیمتر یا اینچ) باید با واحدی که پرینتر سهبعدی با آن کار میکند (که در سامانه میلیمتر است) مطابقت داشته باشد.
چرا مهم است؟ اگر شما یک قطعه ۱۰ سانتیمتری طراحی کرده باشید، اما هنگام خروجی STL نرمافزار واحد را روی “متر” تنظیم کند، مدل به ابعاد ۰.۱ متر ذخیره میشود و وقتی در نرمافزار اسلایسر وارد شود، ممکن است بهاشتباه به عنوان ۰.۱ میلیمتر تفسیر شود.درنتیجه یک قطعه بسیار کوچک خواهد بود! همیشه قبل از ذخیره STL، از تنظیم بودن واحد روی میلیمتر یا مطابقت واحد با سامانه (میلی متر) پرینت اطمینان حاصل کنید.
بخش ۳: پارامتر طلایی: تنظیم "اندازه خطای مجاز" (Tolerance)
در هر نرمافزاری که برای طراحی استفاده میکنید، اصلیترین پارامتر برای کنترل کیفیت STL، پارامتری است که با نامهایی مثل Tolerance، Deviation یا Chord height شناخته میشود. درک این پارامتر برای یک خروجی خوب ضروری است.
۳-۱. انحراف سطحی: تعیین میزان صافی
این پارامتر به نرمافزار میگوید: «مثلثهایی که میسازی، حداکثر چقدر میتوانند از سطح صاف و اصلی مدل من فاصله بگیرند؟»
هرچه این فاصله (یا انحراف) کمتر باشد، مثلثها کوچکتر و بیشتر خواهند بود و سطح خروجی نهایی صافتر میشود.
عدد جادویی ۰.۰۱ میلیمتر:
برای اکثریت قریب به اتفاق پرینتهای سهبعدی باکیفیت، توصیه میشود که این پارامتر را روی ۰.۰۱ میلیمتر تنظیم کنید.
- اگر کمتر از ۰.۰۱ میلیمتر باشد (مثلاً ۰.۰۰۱ میلیمتر): این کار بیفایده است. پرینترهای سهبعدی رایج نمیتوانند جزئیاتی به کوچکی کمتر از ۰.۰۱ میلیمتر را چاپ کنند. تنظیم کمتر، فقط حجم فایل شما را زیاد میکند و کار ما را در مراحل کند یا غیرممکن میکند.
- اگر بیشتر از ۰.۰۱ میلیمتر باشد (مثلاً ۰.۵ میلیمتر): در این صورت، مثلثها بزرگ خواهند شد و سطح قطعه چاپ شده شما دندانهدار و نامنظم به نظر خواهد رسید.
۳-۲. ضخامت دیواره: اطمینان از استحکام قطعه
هنگام طراحی، باید مطمئن شوید که نازکترین بخشهای مدل (دیوارهها، زبانهها یا پینها) دارای ضخامت کافی هستند.
قانون کلی: هیچ دیوارهای نباید ضخامت صفر داشته باشد. ضخامت دیوارههای کوچک باید حداقل از ۰.۵ میلیمتر بیشتر باشد تا قطعه هنگام پرینت یا پس از آن نشکند.
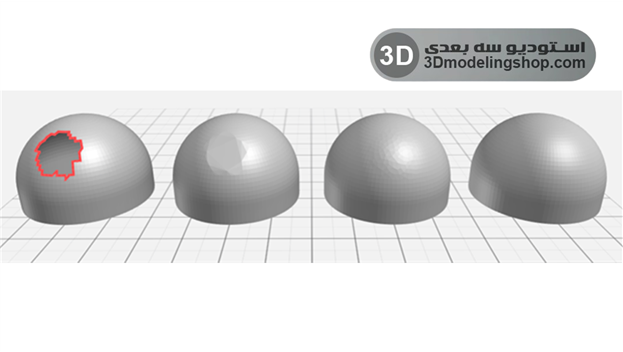
مقایسه سطح نهایی چاپ شده – سمت چپ با تنظیمات دقت کم (مثلثها مشخص) و سمت راست با تنظیمات دقت بالا (سطح صاف)
بخش ۴: چکلیست طلایی آمادگی مدل: ۳ نکته کلیدی قبل از ذخیره
برای آمادهسازی نهایی مدل قبل از کلیک کردن روی دکمه “ذخیره”، سه نکته کلیدی را به خاطر بسپارید:
- بررسی آببندی بودن: با استفاده از ابزارهای داخلی نرمافزار طراحی، مطمئن شوید که مدل شما کاملاً بسته و بدون سوراخ است (Watertight/Manifold).
- تنظیم واحدها: مطمئن شوید که واحد پیشفرض مدل شما (یا واحدی که برای خروجی STL انتخاب میکنید) میلیمتر است تا در سامانه سفارش آنلاین، ابعاد مدل به درستی تفسیر شود.
- انتخاب فرمت Binary: همیشه فرمت Binary (دودویی) را برای ذخیره فایل STL انتخاب کنید. این فرمت حجم فایل را به شدت کاهش داده و فرآیند انتقال را سریعتر میکند.
بخش ۵: راهنمای تخصصی خروجی STL در نرمافزارهای CAD صنعتی (Industrial CAD)
نرمافزارهای طراحی صنعتی (مانند SolidWorks و Fusion 360) به دلیل ساختار دقیق مهندسی خود، کنترل بسیار خوبی روی مثلثبندی STL به شما میدهند.
۵-۱. SolidWorks
SolidWorks کنترل دقیق بر کیفیت STL را فراهم میکند:
- مسیر دسترسی: File > Save As. در قسمت Save as type، STL را انتخاب کرده و سپس روی Options کلیک کنید.
- فرمت خروجی: حتماً فرمت Binary را انتخاب کنید.
- تنظیمات رزولوشن: تنظیمات پیشفرض شامل Coarse و Fine است. برای حداکثر دقت، باید حالت Custom را انتخاب کنید تا بتوانید کنترل دقیق روی پارامترهای انحراف (Deviation) و تحمل زاویهای (Angular Tolerance) اعمال کنید. تنظیم انحراف خطی نزدیک به ۰.۰۱ میلیمتر برای حداکثر دقت توصیه میشود.

منوی تنظیمات Options خروجی STL در SolidWorks
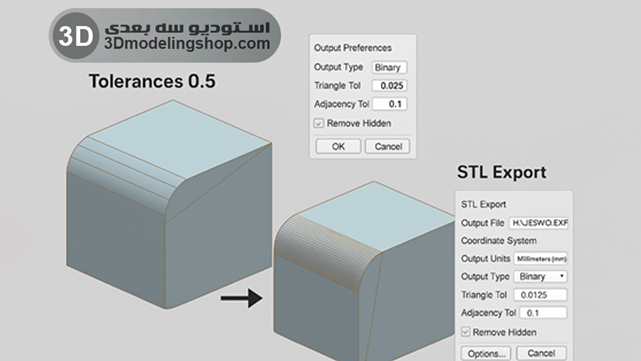
۵-۲. Siemens PLM NX (Unigraphics)
NX پارامترهای تخصصیتری برای کنترل مش ارائه میدهد:
- مسیر دسترسی: File > Export > STL.
- تنظیمات کلیدی:
- Output Type: Binary انتخاب شود.
- Triangle Tol (تحمل مثلث): این پارامتر اندازه تقریبی مثلثها را کنترل میکند و تنظیم ۰.۰۲۵ میلیمتر توصیه میشود.
- Adjacency Tol (تحمل مجاورت): این پارامتر برای اطمینان از اتصال دقیق مشها و تنظیم ۰.۱ میلیمتر مناسب است.
اگر هنگام خروجی با هشدار خطاهای مدلسازی (STL Export Warning) مواجه شدید، قبل از ادامه، ابتدا مدلسازی خود را اصلاح کنید.
۵-۳. PTC Creo و Onshape
این نرمافزارها نیز از پارامترهای عددی استفاده میکنند:
- Onshape (پلتفرم مبتنی بر ابر):
- STL Format: Binary.
- Angular Deviation: ۱ درجه (تحمل زاویهای).
- Chordal Tolerance: ۰.۱ میلیمتر (تحمل وتر/انحراف سطحی). این مقدار یک تنظیم تعادلی عالی بین حجم فایل و دقت است.
- PTC Creo:
- STL Format: Binary.
- Chord height: ۰.۱ میلیمتر (تحمل وتر/انحراف سطحی).
Angle Control: مقدار ۰.۲۵ به عنوان یک نقطه شروع مناسب پیشنهاد میشود.
بخش ۶: راهنمای کاربردی خروجی STL در نرمافزارهای مدلسازی و صنعتی
این نرمافزارها کنترل سادهتری دارند و اغلب با استفاده از گزینههای پیشفرض یا افزونهها کار میکنند.
۶-۱. Autodesk Fusion 360
Fusion 360 خروجی STL را بسیار ساده کرده است:
- مسیر دسترسی: روی Body در بخش Browser راست کلیک کرده و دستور Save As STL را انتخاب کنید.
- تنظیمات Refinement: سادهترین راه، انتخاب گزینه Refinement Options بر روی حالت High است. این تنظیمات داخلی نرمافزار معمولاً بهترین کیفیت را برای چاپ سهبعدی فراهم میکند و انحراف را در حد مطلوب تنظیم میکند.
- فرمت و ساختار: فرمت Binary و Structure: One File را انتخاب کنید.
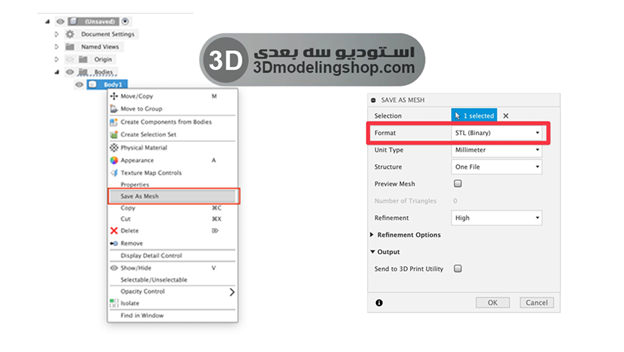
تصویر ۵: منوی Save As STL در Fusion 360 با تنظیمات High
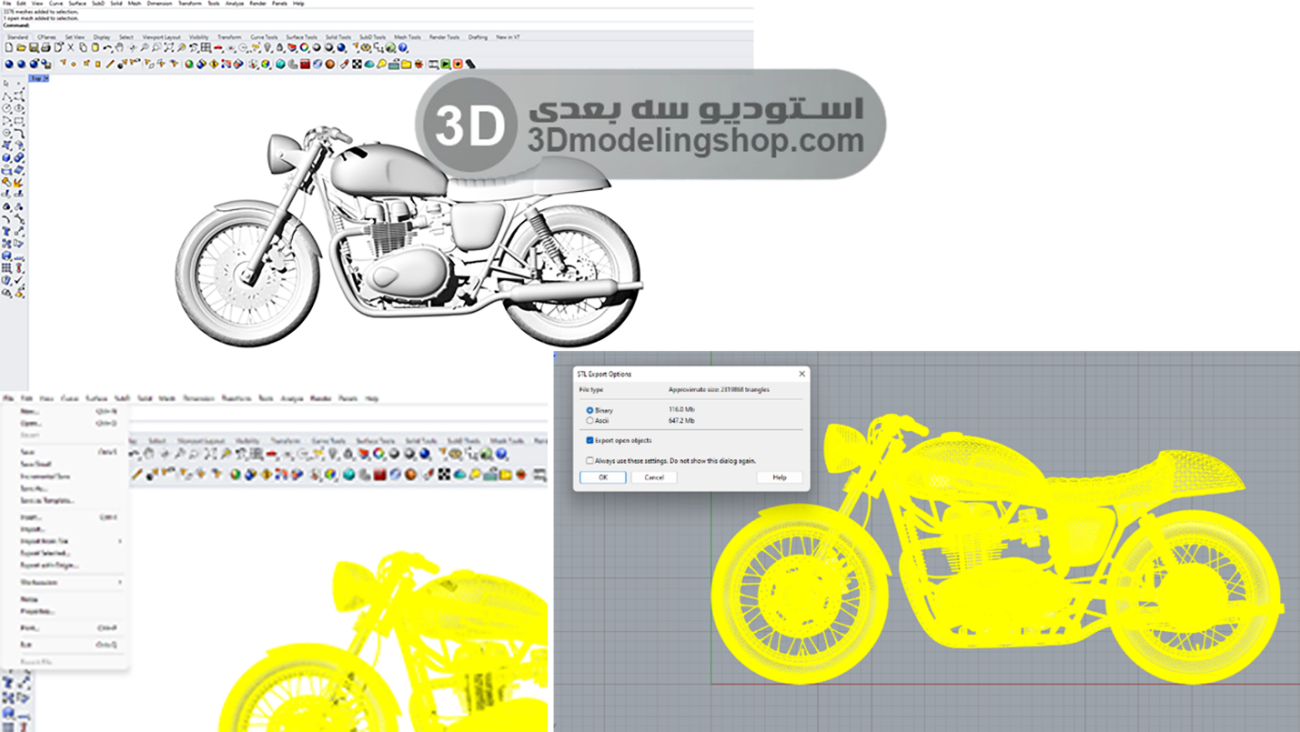
۶-۲. Rhino (Rhinoceros 3D)
در Rhino، باید دقت نمایش مدل را قبل از خروجی STL تنظیم کنید تا بر کیفیت مش تأثیر بگذارد:
- پیشنیاز: دقت نمایش مدل (Display accuracy) را در تنظیمات روی مقداری کوچک و ثابت (مانند ۰.۰۲ میلیمتر) تنظیم کنید.
- مسیر خروجی: File > Export Selected و در نوع فایل Stereolithography را انتخاب کنید.
نکات تخصصی: لزوم اطمینان از تطابق مقیاسها (Units) قبل از ذخیره و تأکید بر هندسه منیفولد (آببندی شده) در تنظیمات STL Mesh Export Options.
۶-۳. SketchUp (با استفاده از افزونه)
برای خروجی STL در SketchUp به افزونه نیاز دارید، اما کنترل آسانی روی پارامترها فراهم میکند:
- مسیر خروجی: File > Export (انتخاب STL).
- STL Export Options:
- Tolerance: تحمل خروجی باید روی ۰.۰۱ میلیمتر تنظیم شود تا سطوح در چاپ نهایی صاف باشند.
- Export Only Current Selection: اگر مدل شما از چند قطعه مجزا تشکیل شده، برای پرینت هر بخش، این گزینه را فعال کنید و قطعات را به صورت جداگانه ذخیره کنید.
- STL Units: برای جلوگیری از خطاهای مقیاسبندی، واحد خروجی باید میلیمتر تنظیم شود.
- Swap YZ Coordinates: در صورت نیاز، این گزینه را فعال کنید تا جهتگیری مدل در پرینتر ۹۰ درجه نچرخد.
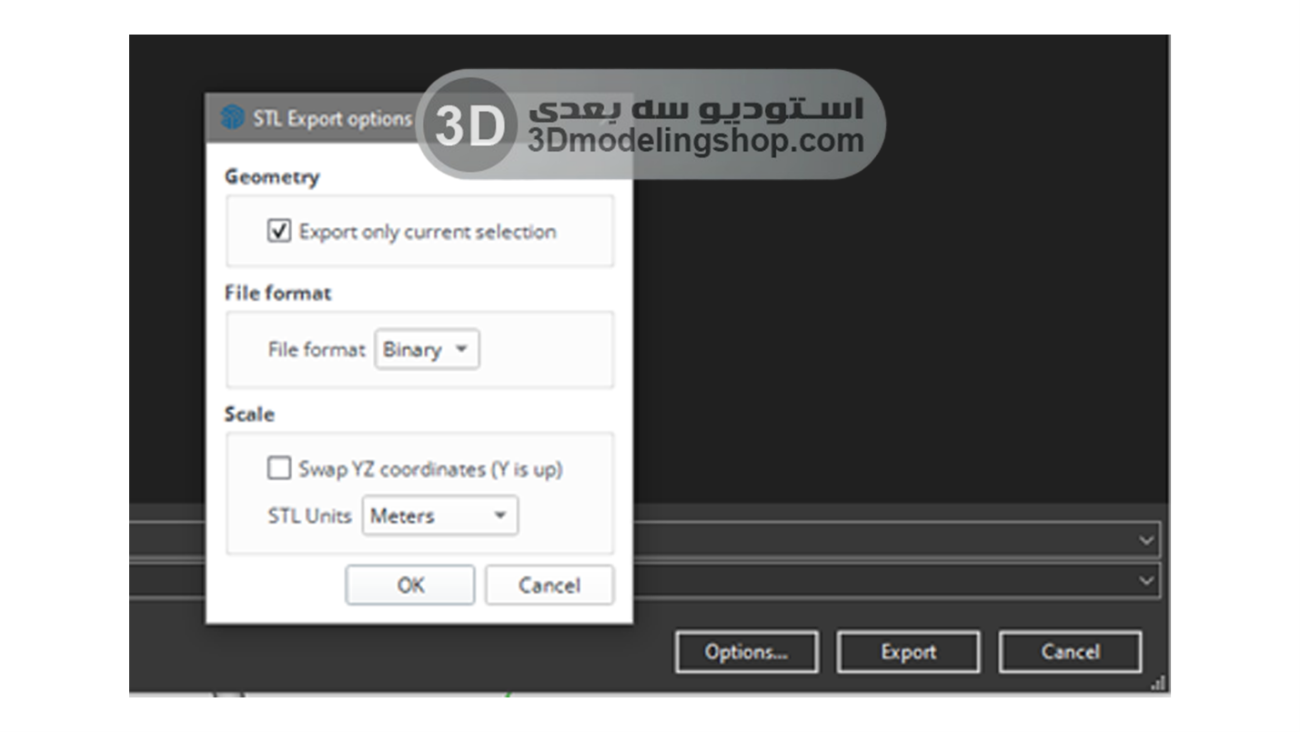
منوی تنظیمات خروجی STL در SketchUp
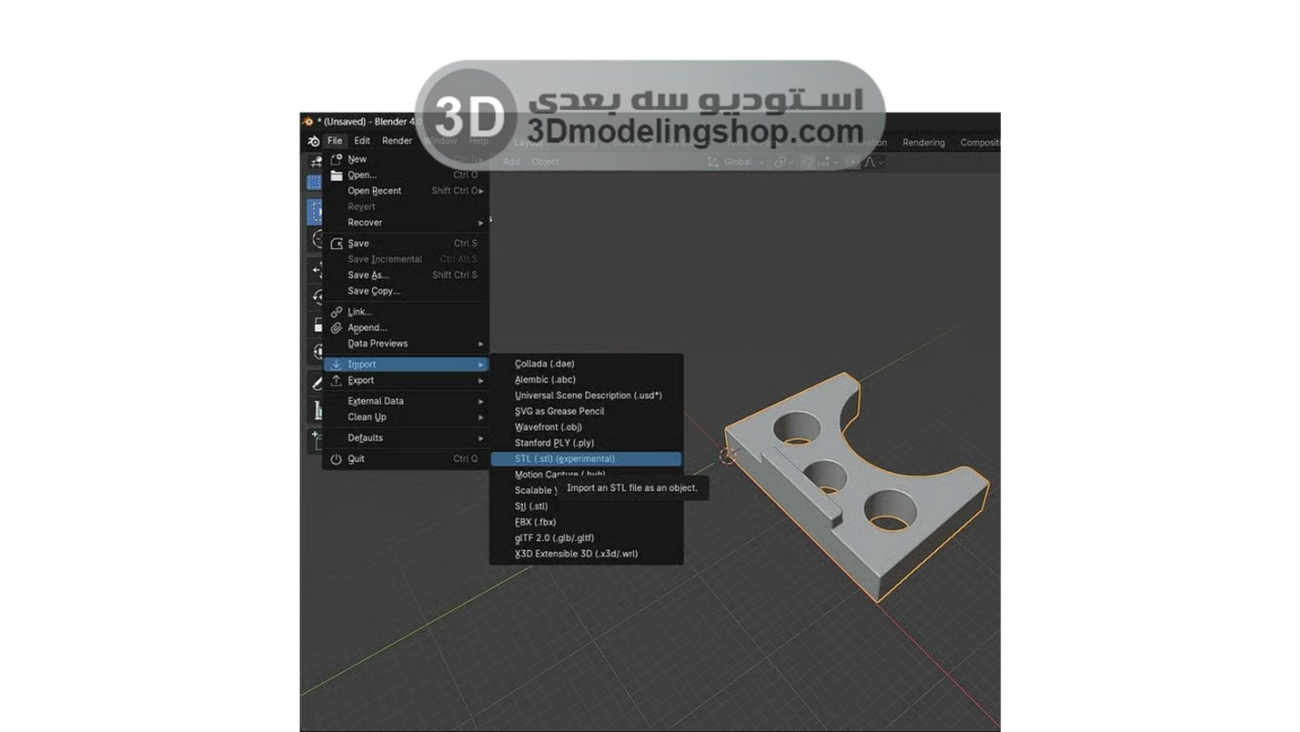
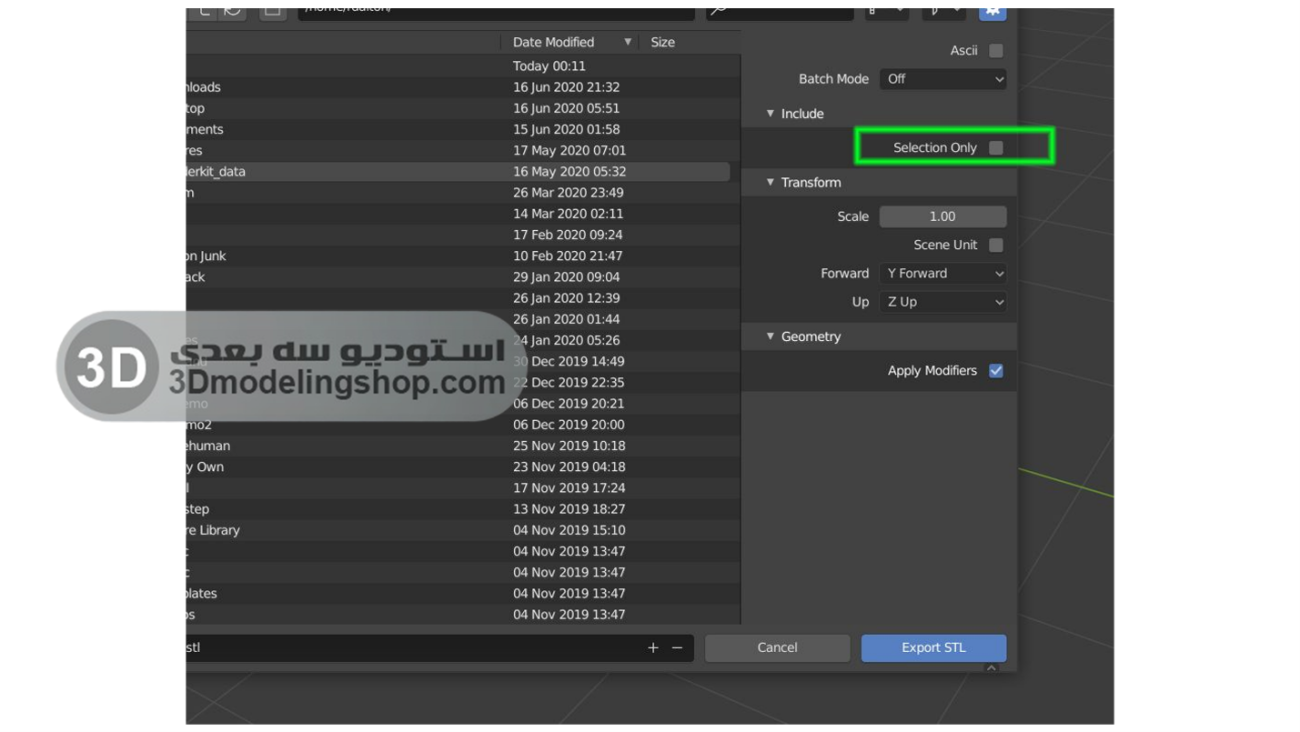
۶-۴. Blender
Blender یک نرمافزار مدلسازی مش است که مدیریت واحدها در آن اهمیت بالایی دارد:
- مقیاسبندی: مدیریت دقیق واحدها (Blender Units) در نرمافزار و تعیین نرخ تبدیل (Units Per Inch/mm) برای اطمینان از مقیاسبندی صحیح در پرینت سهبعدی بسیار حیاتی است.
تنظیمات Axis: هنگام خروجی گرفتن STL، توجه به تنظیمات Forward / Up Axis در منوی صادرات STL حیاتی است تا مدل در نرمافزار اسلایسر(cura) به درستی جهتدهی شود.
تولید فایل STL مناسب، اولین گام برای تبدیل ایده دیجیتال به واقعیت فیزیکی است. این یک تصمیم فنی نیست، بلکه تضمین میکند که زحمات طراحی شما با بالاترین کیفیت ممکن به مرحله ساخت برسد.
جمعبندی نهایی برای سفارشدهی آسان:
- دقت نهایی: تحمل انحراف سطحی را روی ۰.۰۱ میلیمتر تنظیم کنید.
- سلامت مدل: هندسه را حتماً آببندی شده و بدون سوراخ چک کنید.
- واحد ثابت: واحد خروجی STL را روی میلیمتر قرار دهید.
- حجم پایین: فرمت Binary را انتخاب کنید
- زیر 50 مگابایت : فایل شما باید زیر 50 مگابایت باشد .
با در دست داشتن فایل STL بهینه و آماده، میتوانید با خیالی آسوده به سامانه آنلاین ثبت سفارش پرینت سهبعدی ما مراجعه کرده و قطعه خود را با بهترین کیفیت و کمترین تأخیر تحویل بگیرید.